
激光焊接的重要性还表现在其广泛应用领域,包括航空航天、汽车工业、电子制造和医疗设备制造等。在航空航天领域,激光焊接用于制造高强度轻型结构,确保飞机和航天器的性能和安全性。在汽车工业中,它用于生产高强度车身部件,提高了汽车的燃油效率和碰撞安全性。在电子制造中,激光焊接可用于微小电子元件的高精度连接,确保设备的可靠性。而在医疗设备领域,高质量的激光焊接可以确保手术工具和医疗设备的卫生和可靠性。综合而言,激光焊接质量的重要性在多个层面都具有广泛而深远的影响,不仅关乎产品质量和性能,还涉及到各个关键行业的安全和创新。由于激光束吸收的局部变化、熔体加速引起的熔体池运动、钥匙孔膨胀及开口尺寸或蒸汽羽流方向和蒸汽压力释放的变化都会导致整个焊接系统出现波动。
目前已经比较成熟的几种锁孔焊接稳定化的策略包括:1、功率调控。2、脉冲模式。3、光束振荡。
1、功率调控
功率调控简单讲就是输出整个焊接过程中,激光功率和时间的函数关系。并采用能够优化质量的波形来提升产品性能。如在焊接高反材料时,应在刚开始的时候增加激光功率,打出激光小孔,缓慢下降功率并保证小孔的稳定,并配合热累计效应完成整个焊接过程。
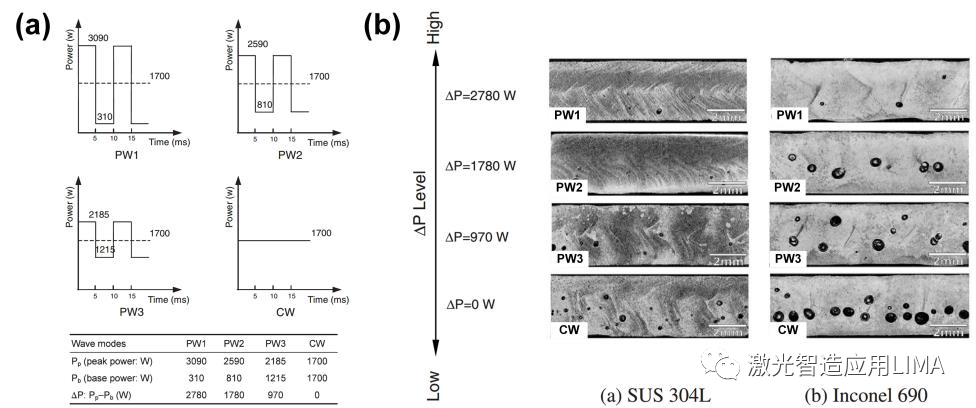
T. Y. Kuo等学者研究了YAG激光焊接功率波形对SUS304L和Inconel690焊缝气孔率和力学性能的影响。试验中激光功率波形统一使用指定的矩形脉冲模式,并通过逐渐减小ΔP(其大小为峰值功率PP与基础功率PB的差值)为零,可以将激光功率输出模式从脉冲波模式逐渐改变为连续波模式,试验结果表明,随着ΔP从0增加到2780W,在SUS304L合金对接焊缝中气孔率可以从2.1%降低到0.5%,而Inconel690合金对接焊缝中的气孔率可以从7.1%降低到0.5%。由于Inconel690合金高温熔融金属的粘度高于SUS304L的粘度,导致了Inconel690合金激光焊缝更容易产生气孔缺陷,而采用脉冲激光焊接方法能够增加熔池液态金属的流动性,从而明显改善焊缝中气孔率。
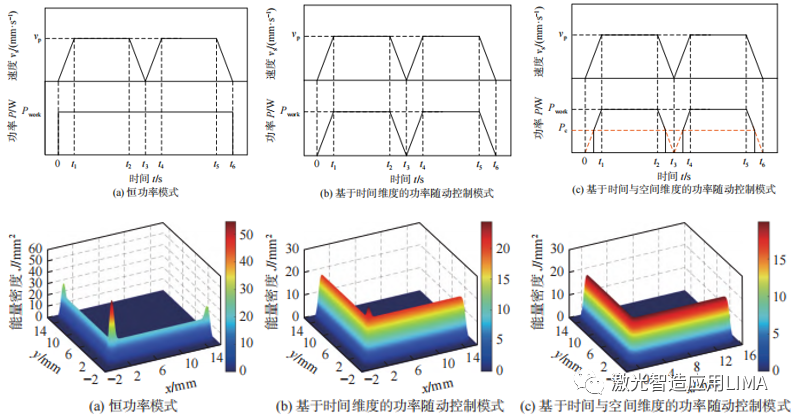
山东大学的姚良振等人针对拐角激光焊接存在的因加减速及光斑重叠引起的能量累积问题,提出一种基于时间和空间维度、同时考虑焊接比能量与能量密度分布的功率随动控制策略,控制拐角处的能量分布,优化拐角处的焊接质量. 借助于MATLAB 软件分析了拐角处的激光焊接热输入和能量密度分布,优化了激光功率和焊接速度之间的匹配关系. 基于团队自主研发的激光振镜焊接控制系统,以 3003 铝合金为研究对象进行不同拐角条件下的拐角焊接质量优化试验. 结果表明,采用基于时间和空间维度的功率随动控制策略可有效改善拐角处焊缝的表面形貌,保证焊缝的均匀性,同时,在不影响熔深质量的前提下,有利于抑制拐角处的缺陷生成,提高焊缝的整体质量.
2、脉冲模式
脉冲激光焊接具有易于实现和调制等优势在激光焊接生产中得到了广泛的应用,即可以减少焊缝中气孔的产生,也可以控制焊接热输入及减小焊接变形。影响脉冲激光焊接过程的因素有很多,比如脉冲峰值功率、基值功率、脉冲宽度、脉冲频率、占空比、焊接速度等均可对脉冲激光焊接热输入进行调控,并对激光焊接质量进行优化调控。
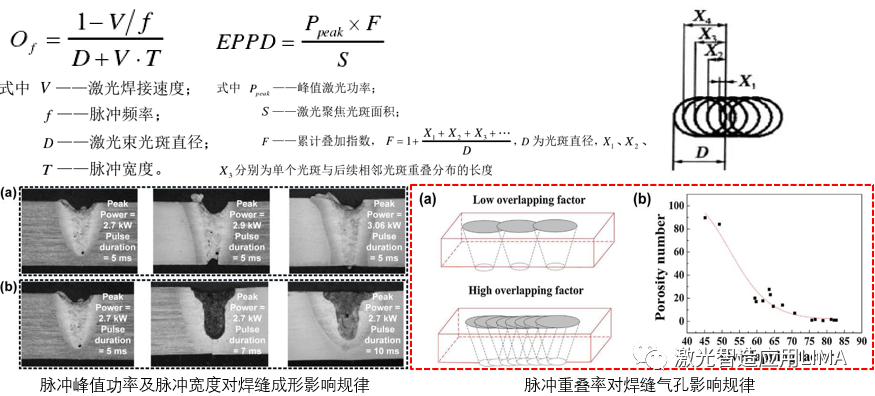
学者们研究发现随着单个脉冲宽度及峰值功率的增加,熔合区的深度和宽度都会有所增加,而且焊缝熔合区深度增加的幅度均要大于熔合区宽度增加的幅度。另外激光峰值功率和占空比对熔合区的深度和焊接接头形貌的影响最大,研究表明采用脉冲激光焊接时可通过增加脉冲宽度的方式来防止在焊缝表面形成凹坑缺陷,也就是说较小的脉冲宽度对焊接质量稳定性是不利的,与之相对应的脉冲能量可调范围小,易产生飞溅和烧穿缺陷,通过对比试验发现最佳脉冲宽度为10ms。同时指出由于占空比的问题会出现一个光斑重叠率–Qf, 研究发现焊缝中气孔缺陷的数量随着激光脉冲重叠率的增大而逐渐减小,当脉冲重叠率为75%时焊缝中几乎无气孔分布。并且提出脉冲激光焊接过程中激光能量间断作用的特征,使得作用于同一区域的能量并不仅仅是来自于单一脉冲,而是该区域附近多个间断作用的脉冲激光能量热作用的叠加,因此用峰值功率密度来分析焊缝形状参数的变化不能反映出脉冲激光焊接的特点,提出“有效峰值功率密度EPPD”的概念来综合表示各激光工艺参数对焊接能量分布的影响,二者公式都在下图中整理出。
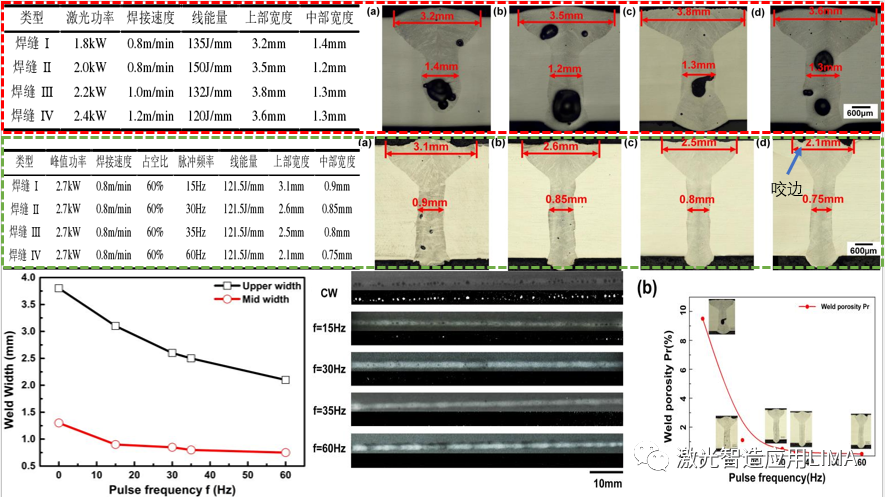
脉冲激光调控方式不仅可以影响焊接过程中激光能量分布规律,从而影响焊接熔池温度场分布规律及相应的熔化行为,同时也可以改变焊接熔池金属熔液流动特性,从而影响着焊缝表面成形及内部气孔缺陷,适当脉冲激光焊接工艺可以显著提高激光焊接质量。在连续焊接模式中(红色框线),当所采用的激光功率较小时,在激光与材料相互作用过程中不足以形成完全贯穿材料的匙孔,影响着材料与激光能量相互作用的区域和吸收过程,激光焊接过程中深度方向上加热区域较小,而焊缝上部区域会吸收较多的激光能量,从而形成了如图所示焊缝形貌。为了保证焊缝能够完全熔透,可通过适当增加激光功率。进一步对不同的激光功率与焊接速度匹配参数条件下进行了工艺试验,发现在连续激光焊接并不能显著优化焊缝宏观成形尺寸及减少内部气孔缺陷的产生。说明了仅采用连续激光焊接方式对焊缝质量优化效果是非常有限的,并不能显著改变焊缝成形及内部气孔缺陷。在脉冲激光调控方式中(绿色框线),随着脉冲频率的增加,既可显著改变焊缝宏观成形形貌几何尺寸,同时还可轻易看出焊缝横截面上气孔缺陷的数量及尺寸均显著减少;当脉冲频率大于35Hz时,在焊缝横截面上几乎观察不到气孔缺陷,这样的工艺调控可以使得拉伸性能增加15%左右。随着摆动频率的增加,激光脉冲宽度会逐渐减小,脉冲宽度的减小本质上是减少了激光能量与材料之间相互作用时间,使得激光能量在材料内部热扩散长度会随之逐渐变小。需要注意的是过大的脉冲频率会带来一些不可避免的不良效果。当脉冲频率为60Hz时,激光焊接过程中会产生大量的焊接飞溅,同时会造成焊缝表面成形凹凸不平且产生咬边缺陷,并且随着脉冲频率的增加会进一步加剧,主要原因可能是由于脉冲能量会对焊接过程中熔池内金属熔液产生显著的冲击作用,频率越大,对熔池冲击次数越多,对熔池流动行为影响越显著,影响了焊接过程的稳定性。
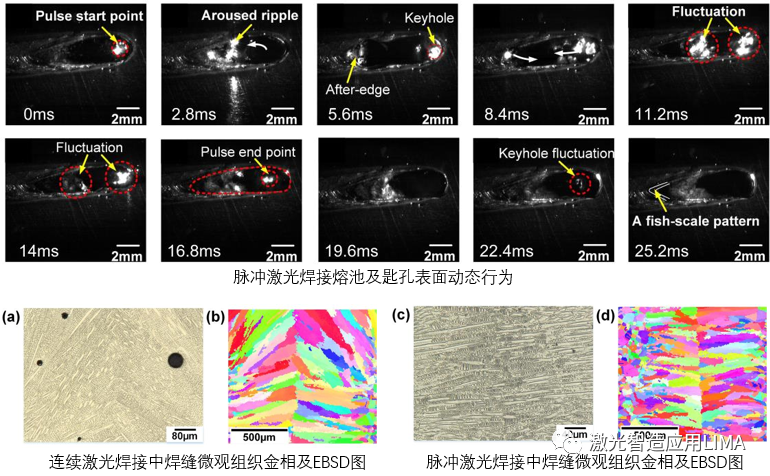
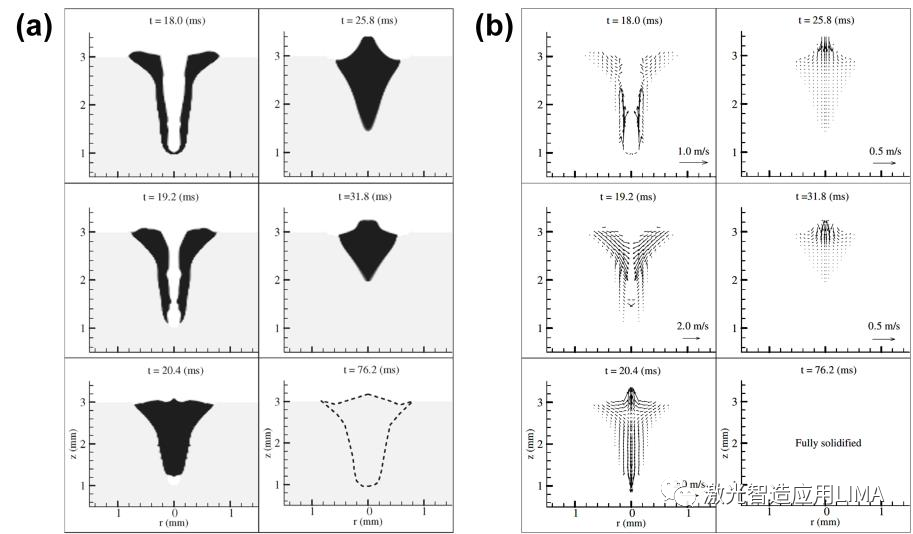
另外在熔池流动层面,高速摄像观察分析发现脉冲激光焊接过程中脉冲能量起始作用时刻会对熔池端部金属熔液施加一定的冲击作用,促使熔池内金属熔液产生纵向的周期性流动特性,且激光能量停止作用期间会使匙孔内金属蒸汽及等离子体反冲力暂时消失,金属熔液向熔池端部较强流动行为能促进匙孔的有效填充,从而避免了较大尺寸的小孔型气孔缺陷的产生。同时脉冲调控方式能显著提高熔池流动性,可起到一定的细化晶粒作用,但并不能抑制柱状晶从熔池边界向焊缝中心汇聚生长,这是由于脉冲调控方式并不能改变激光能量分布中横向分布规律,从而不能显著改变熔池内温度场分布形式。
3、光束振荡光束振荡是激光束在聚焦平面局部区域上产生一个具有特定轨迹的周期性运动,焊接过程中激光光斑实际运动轨迹是摆动聚焦轨迹与焊接路径的叠加曲线,从而能够显著改变焊接路径上激光能量分布规律,产生不同的熔化行为及凝固结晶行为,进而影响焊接熔池流动特性及焊缝质量。脉冲激光调控方式是在时间维度上改变激光能量作用方式,可以从激光功率和时间两个因素入手。
光束振荡调控方式是在空间维度上改变激光能量作用方式,可以从激光功率、时间、空间三个因素入手。
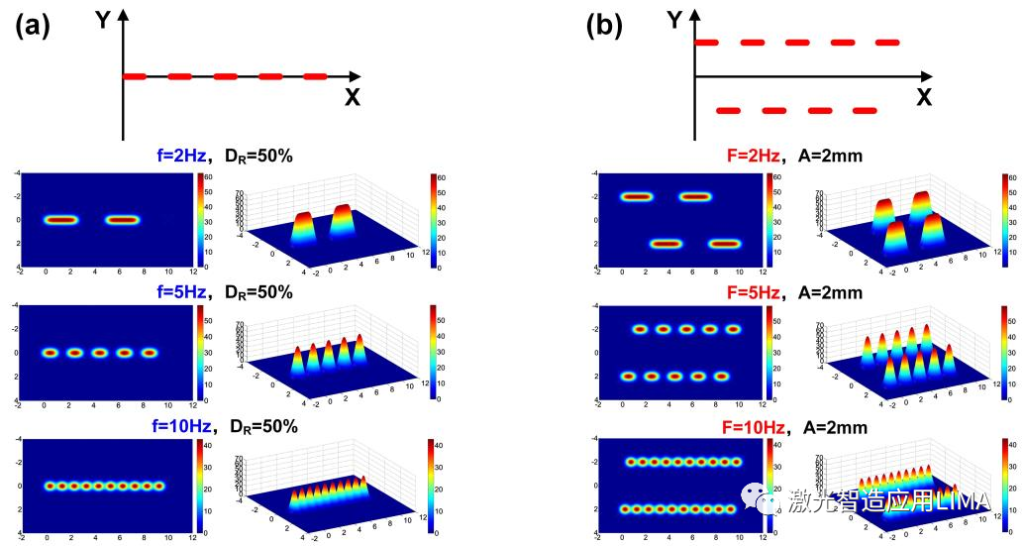
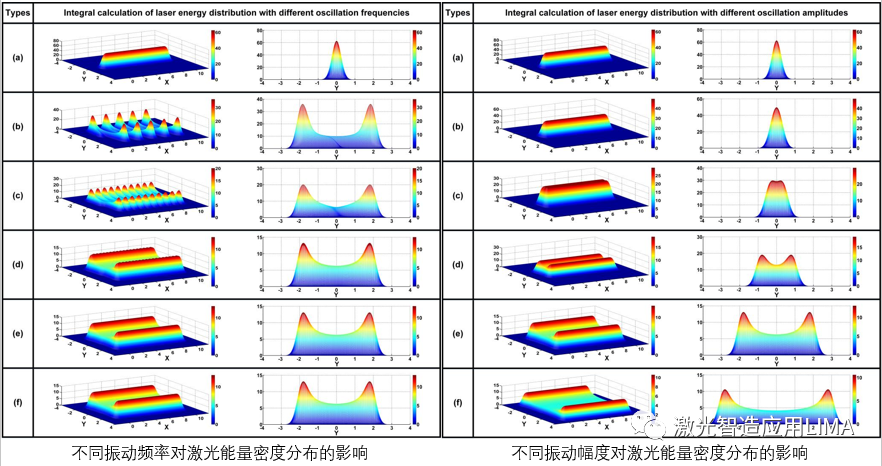
要讲光束振荡研究透彻,首先要明白它能调控的参数包括摆动频率和幅度,以及二者对能量分布规律的影响。
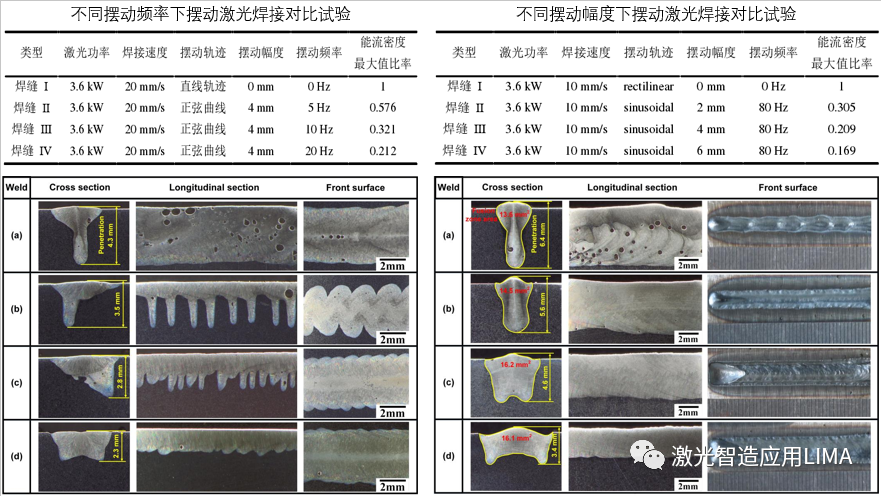
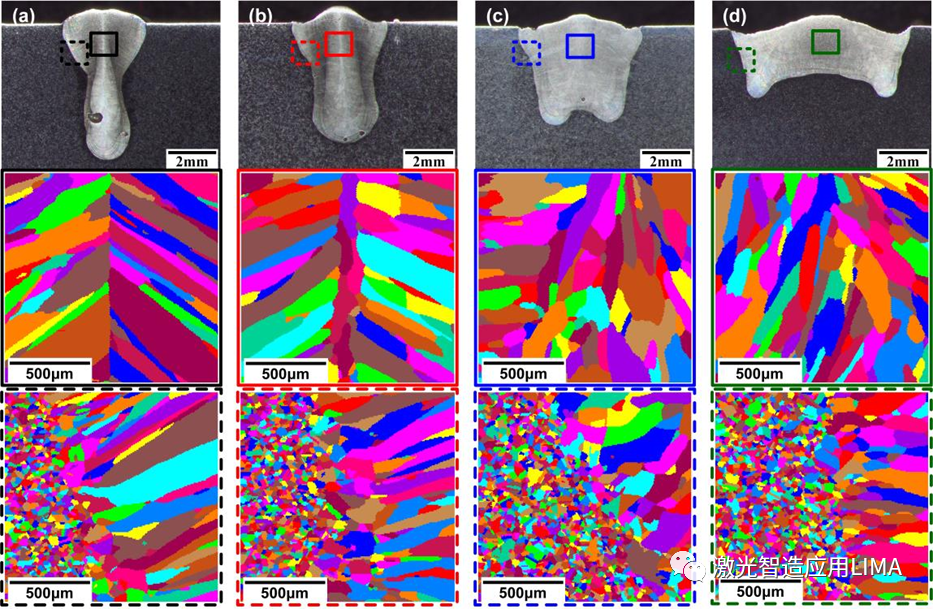
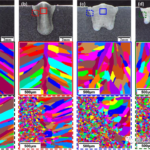
从下图来看,a为连续激光线性焊接焊缝在不同截面中的宏观形貌,从中可以清晰看出焊接成形具有明显的不均匀性,呈现为典型的“丁”字形焊缝。而且由于熔池冷却凝固速度快,金属熔液流动性较差,激光匙孔坍塌过程中未能得到有效填充,从而产生了大量的“匙孔型”气孔缺陷。当摆动频率较小时,随着摆动频率的增加,焊缝横向截面及纵向截面上熔合区最大深度均呈现出逐渐减小的变化趋势。而且激光热源在焊接路径上能量分布规律逐渐地趋向于均匀连续,同时,随着摆动频率的增加,焊缝各个截面内部气孔缺陷的数量及尺寸均显著减少。不同摆动幅度下焊缝横截面宏观成形中熔合区域尺寸,可发现在摆动激光焊接中随着摆动幅度的增加,激光热源直接加热作用区域随之逐渐增加,焊缝的最大熔合宽度会随之呈现出同步增大的趋势;相反地,由于摆动调控方式中激光能量分布规律中最大能流密度会逐渐减小,焊缝最大的熔合深度随着摆动幅度的增加呈现出逐渐减小的趋势。基于这样一种特性,在相同的热输入下,可以使用光束振荡选择合适的摆动调控参数对焊缝成形进行优化。除此之外,光束振荡还可以产生较多细小等轴晶特征、少量短程定向枝晶,并且随着摆动幅度的增加,焊缝内枝晶形态尺寸会进一步减小,可以达到约30%的晶粒细化效果。这也提升了约8%的抗拉强度,同时增加了一倍的应变。
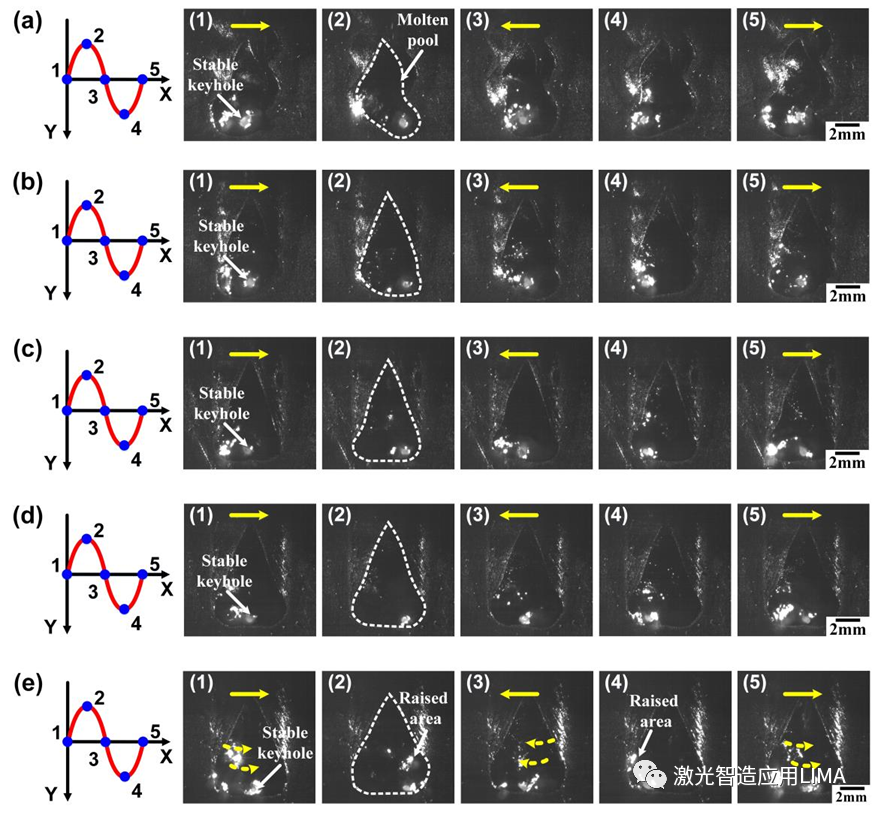
随着摆动频率的增加(下图),摆动焊接熔池内匙孔前壁与熔池端部边界之间的距离会逐渐减小;同样地,随着摆动幅度的增加(下面第二张图),熔池内蒸汽匙孔前壁与熔池端部边界之间的距离也逐渐减小。当摆动频率与摆动幅度较大时,蒸汽匙孔前壁与熔池端部边界几乎可看作是重叠的,能够显著提高匙孔前壁的稳定性。摆动激光焊接过程中激光光斑快速移动能对焊接熔池产生强制对流作用,逐渐提高熔池内金属熔液流动性,而且随着摆动频率及幅度的增加,熔池内金属熔液横向的周期性流动特征越加明显,在一定程度上能起到减小匙孔后壁底部凸起区域大小及提高匙孔后壁稳定性的作用。同时,熔池流动性的增加能够提高金属熔液填充(充形)能力,从而有利于减少气孔、未熔合等缺陷的产生。因此,在连续激光焊接中无法有效抑制气孔缺陷产生的情况下,适当的摆动轨迹、频率及幅度的摆动激光焊接方法在获得无气孔缺陷高质量焊缝上具有很大的潜力。
当然,本文也只描述了一部分质量优化和稳定工艺的方法,当然也存在其他可以优化焊接质量的方法和措施。
其他:1、外场:磁场,电场等物理场,主要机制就是干涉熔池中的受力形式。
J. Zhou等学者提出了利用电磁力来控制熔融金属的回填速度并进行了数值模拟研究,结果表明,外加电磁力可以有效地抑制激光焊缝中气孔缺陷,这是由于在匙孔塌陷过程中,外加电磁力可以显著提高液态金属熔液的回填速度,可以使匙孔上部的液态金属熔液在短时间内到达锁孔底部;需要注意的是,对于不同深度的激光焊接,往往确定最佳的电磁力强度及其持续时间,从而获得较高质量的焊缝。
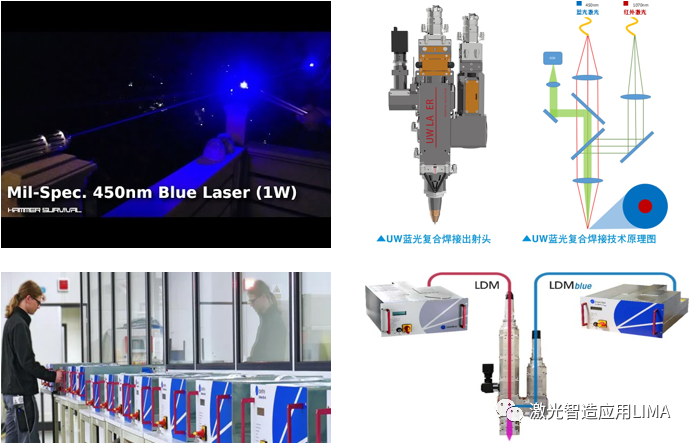
2、激光器(吸收率)蓝光、蓝光红外复合等
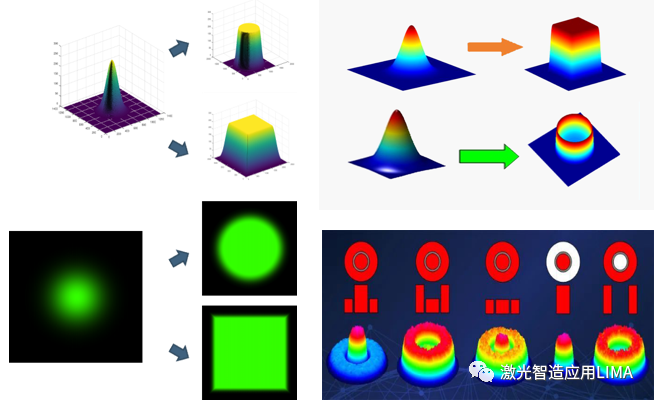
3、光斑整形(双光斑、椭圆形光斑、平顶光斑等)
参考文献[1]姚良振,尹贻生,张承瑞等.基于功率随动控制拐角激光焊接质量优化[J].焊接学报,2023,44(05):102-108+135.[2]蒋振国. 基于能量分布调控的中厚板激光焊接质量优化研究[D].哈尔滨工业大学,2020.DOI:10.27061/d.cnki.ghgdu.2020.001834.[3]Zhou J, Tsai H L. Effects of Electromagnetic Force on Melt Flow and Porosity Prevention in Pulsed Laser Keyhole Welding[J]. International Journal of Heat and Mass Transfer, 2007(50):2217-2235.[4] Zhou J, Tsai H L. Porosity Formation and Prevention in Pulsed Laser Welding[J].Journal of Heat Transfer, 2007(129):1014-1024.
声明:
1、本文中图片及相关素材均来自于哈尔滨工业大学将振国博士论文-《基于能量分布调控的中厚板激光焊接质量优化研究》2、本文素材均来源于网络,只进行纯工艺交流分享,不涉及任何商业活动与行为,如侵权请后台联系删除。3、本公众号建有纯工艺加工交流群,设计行业包括锂电、光伏等激光应用,可后台咨询。
4、本公众号内容是笔者自己所见所悟,不代表正确答案,也不代表错误答案,工艺本身就没有答案,纯分享交流,还望各位取其精华。

发表回复